
Plokščiai ovalūs vamzdžiaiyra plokščios ovalo skerspjūvyje (ilga ašis 80–200 mm, trumpoji ašis 30–80 mm), o tokios problemos kaip skerspjūvio pasvirimas ir per dideli urrai yra linkę pjaustyti stačiakampius kampus. Norint užtikrinti tikslų apdorojimą, reikalingi profesiniai procesai ir įrankiai, kad būtų užtikrinta vėlesnio suvirinimo ar surinkimo kokybė.
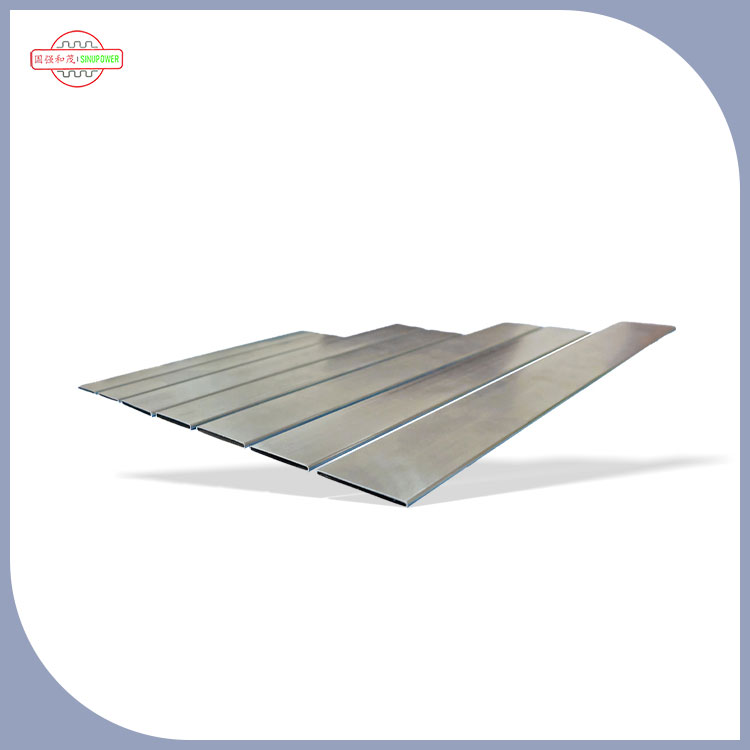
Pjovimo sunkumas yra sutelktas į skerspjūvio charakteristikas. Dėl asimetrinės plokščio ovalo vamzdžių struktūros sunku užtikrinti tradicinio vieno dydžio tinkamo metodo stačiakampį tikslumą. Jei pjovimo kampo nuokrypis yra didesnis nei 1 °, užpakalio jungties tarpas viršys 0,5 mm, o tai paveiks suvirinimo stiprumą. Be to, kai vamzdelio sienos storis (paprastai 2–5 mm) yra netolygus, vietinis perkaitimas ir deformacija yra linkę. Ypač perdirbant nerūdijančio plieno medžiagas, aukšta temperatūra susidarys oksido skalę, padidindama vėlesnes šlifavimo sąnaudas.
Įrankių pasirinkimas turi atitikti medžiagą ir specifikacijas. Naudojant mažai anglies plieno plokščius ovalus vamzdelius, rekomenduojama pjaustyti plazmą (srovė 80-120a), kurio pjovimo greitis yra 10–15 mm/s, o sekcijos vertikalumo paklaida gali būti kontroliuojama per 0,3 mm/m; Nerūdijančio plieno medžiagoms pirmenybė teikiama lazeriniam pjovimui (galia 500-1000W), o tai realizuoja bekontaktį perdirbimą per didelės energijos šviesos sijas, perduodamas optiniu pluoštu, o šilumos paveikta zona yra <0,1 mm, kad būtų išvengta tarpgranulinės korozijos. Plonos sienos vamzdžiai (storio <3 mm) gali naudoti CNC vielos pjovimą, kurio tikslumas yra ± 0,01 mm, kuris tinka tiksliam komponentų apdorojimui.
Operacijos procese pagrindinis dėmesys skiriamas padėties nustatymui ir parametrų nustatymui. Prieš pjaustant vamzdžių jungiamąsias detales, reikia pritvirtinti armatūra, kad būtų užtikrinta, jog pjovimo linija yra statmena ašiai (nuokrypis ≤0,5 °), o armatūros tvirtinimo jėga kontroliuojama esant 5-10MPA, kad būtų išvengta deformacijos; Pjovimo plazmoje purkštukas laikomas 3–5 mm atstumu nuo vamzdžio sienos, o dujų slėgis (oras arba azotas) nustatomas iki 0,6–0,8MPa, kad būtų išvengta lanko divergencijos; Lazerio pjaustymas turi sureguliuoti fokusavimo padėtį pagal sienos storią, o storų sienelių vamzdžių fokusavimas sureguliuojamas iki 1/3 vamzdžio sienos, kad būtų pagerinta pjovimo skverbtis.
Vėlesnis apdorojimas daro įtaką galutinei kokybei. Po pjaustymo, norint pašalinti urvus, reikia pašalinti kampo šlifuoklį (su 120 grotelių šlifavimo ratuku), kad skerspjūvio šiurkštumas būtų RA≤12,5 μm; Nerūdijančio plieno vamzdžiai turi būti pasyvūs (panardinami į azoto rūgšties tirpalą 10–15 minučių), kad būtų išvengta rūdžių ant pjūvio. Scenos, kuriose yra aukšto tikslumo reikalavimai (pvz., Automobilių išmetimo vamzdžių rinkinys), stačiakampio nuokrypį reikia aptikti trijų koordinačių matavimo priemone, siekiant užtikrinti, kad jis atitiktų ± 0,1 ° tolerancijos standartą.
Stagaus kampo pjaustymas ant fLat ovalo vamzdžiaiReikia apsvarstyti tiek įrangos našumą, tiek į proceso informaciją. Naudojant tikslų padėties nustatymą, parametrų optimizavimą ir vėlesnį apdorojimą, galima pasiekti sklandų skerspjūvį ir tikslų kampo apdorojimo efektą, suteikiant pagrindinę garantiją dujotiekio jungties sandarinimui ir konstrukciniam stiprumui.