
Sinupower tiria kaipStačiakampiai vamzdžiaielgiasi pjovimo, gręžimo ir suvirinimo procesų metu šiuolaikinėse gamybos aplinkose, kur geometrija ir medžiagos atsakas tiesiogiai įtakoja tikslumą ir konstrukcijos patikimumą naudojant paskesnius įrenginius.
Gamybos dirbtuvėse stačiakampiai tuščiaviduriai profiliai dažnai traktuojami kaip nesudėtingi konstrukciniai elementai, tačiau realybė yra niuansesnė. Jų plokšti paviršiai, aštrūs kampai ir kintantis sienelių storis kelia unikalių iššūkių, palyginti su apskritais profiliais. Kiekvienas etapas – pjovimas, gręžimas ir suvirinimas – reikalauja kruopštaus įtempių, karščio ir deformacijų kontrolės, kad būtų išlaikytas matmenų tikslumas ir funkcinis stabilumas.
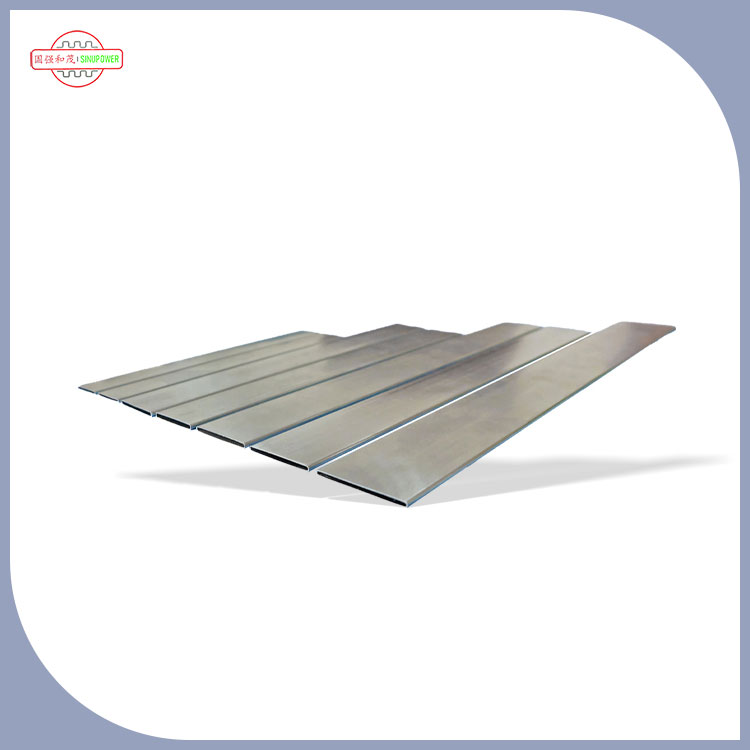
Stačiakampiai vamzdžiai plačiai naudojami sistemose, kuriose svarbus erdvės efektyvumas ir apkrovos paskirstymas. Tačiau jų geometrija sukuria netolygius įtempių koncentracijos taškus, ypač kampuose.
Skirtingai nuo apvalių vamzdžių, kur jėgos pasiskirsto tolygiai išilgai išlinkimo, stačiakampiai profiliai sutelkia įtampą išilgai kraštų. Ši charakteristika tampa ypač svarbi gamybos procesų metu, kai mechaninė jėga ir šiluminė įvestis gali pakeisti konstrukcijos vientisumą, jei jie nėra tinkamai kontroliuojami.
Stačiakampė forma suteikia tris pagrindinius inžinerinius efektus:
- Kampinio įtampos stiprinimas
- Netolygus šilumos pasiskirstymas suvirinimo metu
- Nuo krypties priklausomas standumas
Šie efektai įtakoja kiekvieno gamybos etapo planavimą ir vykdymą.
Pjovimas yra pirmasis žingsnis, kai stačiakampiai vamzdžiai pradeda rodyti nuo geometrijos priklausomą elgesį. Nesvarbu, ar naudojami mechaniniai pjūklai, abrazyvinės sistemos ar terminio pjovimo metodai, medžiaga skirtingai reaguoja išilgai plokščių paviršių ir kampų.
Mechaninio pjovimo metu:
- Plokšti paviršiai užtikrina stabilų ašmenų kontaktą
- Kampai linkę generuoti vibracijos šuolius
- Krašto išėjimuose labiau tikėtina, kad susidarys šlakas
Stačiakampių sekcijų standumas reiškia, kad pjovimo jėgos nėra tolygiai absorbuojamos, todėl norint išvengti iškraipymų reikia kontroliuoti pastūmą.
Kai naudojami terminiai metodai, vietinis šildymas sukuria vamzdžio sienelės plėtimosi skirtumus. Kadangi stačiakampė geometrija turi kelis šiluminius kelius, šiluma išsisklaido netolygiai ir kartais sukelia nedidelį deformaciją, jei aušinimas nesubalansuotas.
Gręžimas pristato vieną įdomiausių įrankio jėgos ir medžiagos geometrijos sąveikų. Plokšti veidaiStačiakampiai vamzdžiaileidžia stabiliai patekti į įrankį, tačiau vidinis įtempių pasiskirstymas keičiasi, kai grąžtas įsiskverbia.
Gręžimo metu:
- Pradinis kontaktas yra stabilus dėl plokščio paviršiaus atramos
- Vidutinis įsiskverbimas sukuria drožlių kaupimosi zonas
- Išėjimo fazė dažnai sukelia deformacijos riziką
Išėjimo pusė yra ypač jautri, nes sumažėja medžiagos atrama, todėl gali susidaryti įdubos arba šiek tiek ovalizuoti skylės.
Gręžtuvui įsibėgėjus, įtempiai pasiskirsto išilgai vamzdžio sienelių. Priklausomai nuo storio ir medžiagos sudėties, kampai gali absorbuoti arba atspindėti įtampą. Dėl to gręžimo nuoseklumas priklauso nuo tiekimo valdymo ir aušinimo strategijos.
Suvirinimo metu stačiakampiai vamzdžiai rodo sudėtingiausią fizinį atsaką. Šilumos įvesties ir geometrinių apribojimų derinys lemia vietinį išsiplėtimą, susitraukimą ir liekamojo įtempio susidarymą.
Skirtingai nuo apskritų sekcijų, kurios leidžia sklandžiau skleisti šilumą, stačiakampiai profiliai koncentruoja šiluminę energiją išilgai suvirinimo siūlių ir kampų. Tai sukuria:
- Netolygus aušinimo greitis
- Lokalus iškraipymas šalia sąnarių
- Liekamojo įtempio kaupimasis išilgai kraštų
Kai suvirinta vieta vėsta, susitraukimo jėgos netolygiai traukia plokščias plokštes. Tai gali sukelti nedidelį nusilenkimą arba kampinį iškraipymą, jei nebus subalansuota kontroliuojama seka.
| Proceso etapas | Pagrindinis Iššūkis | Stačiakampio vamzdžio elgsena | Valdymo fokusavimas |
| Pjovimas | Krašto vibracija | Streso koncentracija kampuose | Pašarų stabilumas |
| Gręžimas | Išėjimo deformacija | Netolygus streso pašalinimas | Palaikymas ir aušinimas |
| Suvirinimas | Terminis iškraipymas | Kampinis šilumos kaupimasis | Šilumos balansas |
| Tolesnis apdorojimas | Matmenų korekcija | Liekamojo streso atsipalaidavimas | Lygiavimo valdymas |
Šis palyginimas parodo, kaip kiekviename etape atsiranda skirtingi mechaniniai ir šiluminiai atsakai, kurie turi būti valdomi atskirai.
Stačiakampių vamzdžių elgsena priklauso ne tik nuo geometrijos, bet ir nuo medžiagos. Aliuminio, vario lydinių ir plieno konstrukcijos skirtingai reaguoja į mechaninius ir šiluminius įėjimus.
Aliuminio profiliai:
- Aukštas šilumos laidumas
- Greitesnis šilumos išsiskyrimas suvirinimo metu
- Perkaitus labiau linkęs į vietinę deformaciją
Plieniniai profiliai:
- Didesnis konstrukcijos tvirtumas
- Lėtesnė šilumos sklaida
- Geresnis atsparumas gręžimo sukeltai deformacijai
Medžiagos pasirinkimas įtakoja, kaip agresyviai kiekvienas gamybos etapas gali būti atliktas nepažeidžiant konstrukcijos stabilumo.
Paviršiaus kokybė po pjovimo yra esminis gamybos kontrolės rodiklis. Stačiakampė geometrija suteikia unikalų paviršiaus elgesį:
- Plokšti veidai išlaiko lygesnes kirpimo linijas
– Kampuose dažnai matosi mikroschemos
- Įdubimų susidarymas linkęs susikaupti išėjimo kraštuose
Norint išlaikyti vienodą kraštų kokybę, reikia subalansuoti įrankio aštrumą, pastūmą ir vibracijos valdymą.
Didelio tikslumo srityse antrinė apdaila dažnai naudojama kraštų geometrijai stabilizuoti prieš vėlesnius gamybos etapus.
Vienas iš pagrindinių iššūkių gaminant stačiakampius vamzdžius yra plokščių paviršių skylių išlygiavimas.
Veiksniai, turintys įtakos tikslumui:
- Vamzdžio sienelės storio kitimas
- Įrankio deformacija esant apkrovai
- Nepertraukiamo gręžimo metu kaupiasi šiluma
Netinkamas išlygiavimas yra labiau tikėtinas, kai iš eilės išgręžiamos kelios skylės, neleidžiant medžiagai atsigauti.
Suvirinimo strategija atlieka lemiamą vaidmenį mažinant iškraipymus. Kadangi stačiakampė geometrija riboja natūralų plėtimosi kelią, šiluma turi būti paskirstoma kontroliuojamomis sekomis.
Įprasti stabilizavimo metodai:
- Kintamos suvirinimo kryptys
- Trumpi segmentiniai suvirinimo praėjimai
- Kontroliuojami aušinimo intervalai
Šie metodai sumažina liekamojo įtempio kaupimąsi ilguose kraštuose.
Gamybos metu stačiakampiai vamzdžiai gali patirti tris pagrindinius iškraipymo tipus:
- Kampinė deformacija kampuose
- Plokščiasis paviršinis nusilenkimas dėl terminio susitraukimo
- Sukimo posūkis dėl netolygios suvirinimo sekos
Kiekvienas tipas yra susijęs su skirtingu gamybos etapu ir reikalauja tikslinių korekcijos metodų.
Pagrindinė šiuolaikinio apdorojimo įžvalga yra ta, kad pjovimas, gręžimas ir suvirinimas nėra savarankiški veiksmai. Kiekvienas etapas įtakoja kitą.
Pavyzdžiui:
- Pjovimo sukeltas mikroįtempimas gali padidinti gręžimo nuokrypį
- Gręžimo įkaitimas gali turėti įtakos suvirinimo stabilumui
- Suvirinimo iškraipymas gali pakeisti galutinių matmenų tikslumą
Dėl šio tarpusavyje susijusio elgesio proceso planavimas yra būtinas, o ne pasirenkamas.
Inžineriniu požiūriu stačiakampiai vamzdžiai gamybos metu elgiasi kaip suvaržytos energijos sistemos. Mechaninė jėga, šiluminė įvestis ir konstrukcijos geometrija nuolat sąveikauja.
Užuot kiekvieną procesą nagrinėję atskirai, šiuolaikiniai gamybos metodai sutelkia dėmesį į:
- Įtempių žemėlapis visoje vamzdžio struktūroje
- Šilumos srauto prognozavimas suvirinimo metu
- Vibracijos valdymas pjovimo ir gręžimo metu
Šis integruotas vaizdas padeda sumažinti kumuliacinę deformaciją įvairiais etapais.
Stačiakampiai profiliai dažniausiai naudojami sistemose, kurioms reikalinga kompaktiška konstrukcinė atrama ir kryptingas apkrovos paskirstymas, pavyzdžiui:
- Šilumos mainų mazgai
- Struktūrinės karkasinės sistemos
- Uždaryti skysčio kanalai
- Modulinės mechaninės atramos
Tokiose aplinkose gamybos tikslumas tiesiogiai veikia sistemos stabilumą ir ilgalaikį veikimą.
Stačiakampių vamzdžių elgseną pjovimo, gręžimo ir suvirinimo metu lemia geometrijos, medžiagos savybių ir proceso energijos sąveika. Kiekviename etape atsiranda skirtingų mechaninių ir šiluminių iššūkių, kuriuos reikia valdyti, kad būtų išlaikytas konstrukcijos vientisumas ir matmenų nuoseklumas.
Šioje sistemojeSinupower Heat Transfer Tubes Changshu Ltd.toliau tiria gamybos dinamikąStačiakampiai vamzdžiaikaip platesnio tikslaus vamzdžių apdorojimo ir šilumos perdavimo komponentų kūrimo tyrimų dalis.